

")

Technical solution
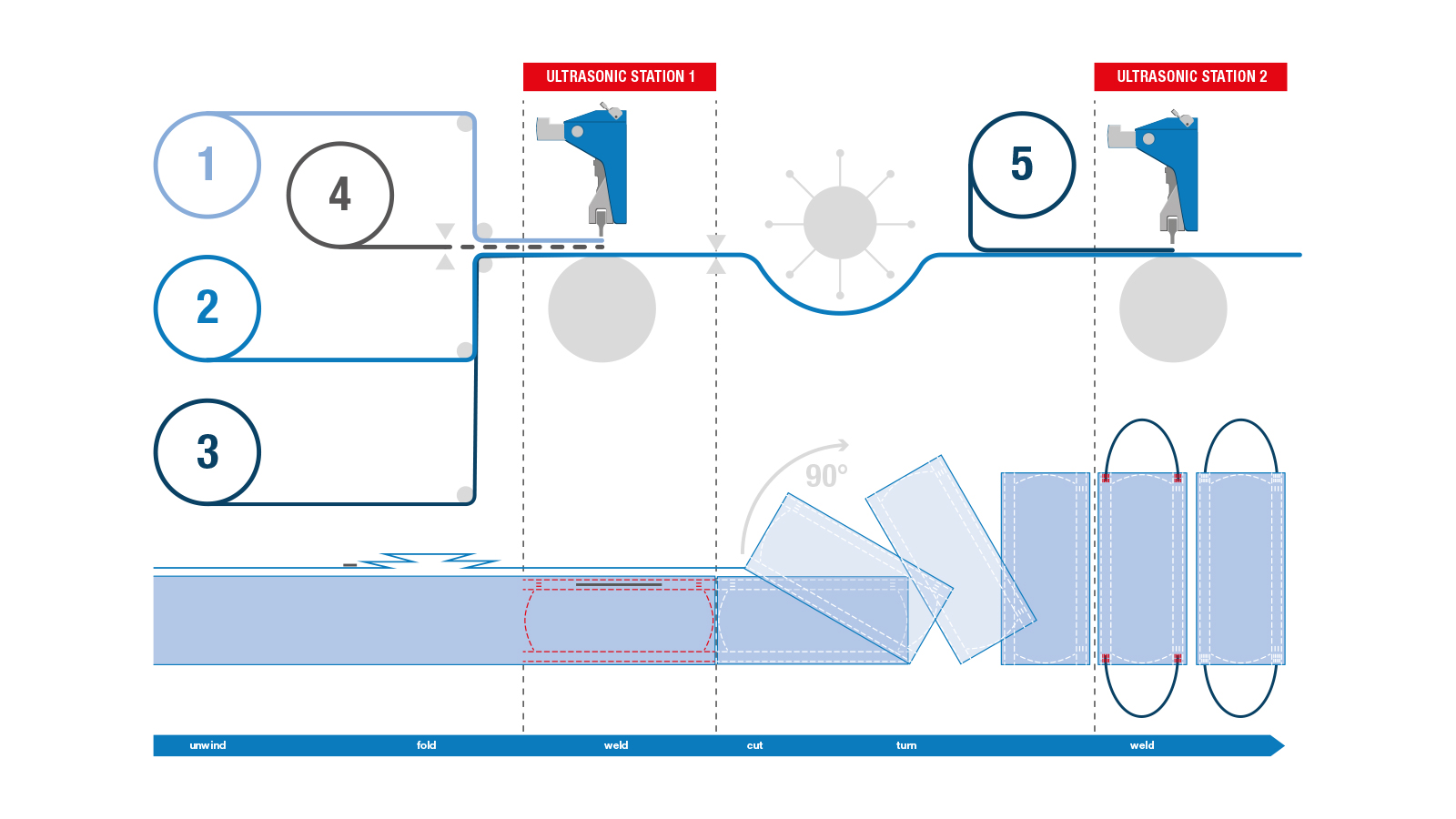
For high volumes, the product is being manufactured on a high-speed system with two ultrasonic stations:
- In the first station, the fold and the edging, including the nose clip and the pleat fixation are continuously bonded.
- In the second station, after cutting and turning by 90°, the elastic threads or tapes are intermittently welded.
Configuration options
The MICROBOND CSI system with different sonotrodes and engraved anvils is used in high-speed continuous lines. Welding takes place in two ultrasonic stations. The patented MicrogapControl technology ensures continuous, reproducible bonding quality and allows a production rate of up to 1000 products per minute.
For small quantities, a quick-change system of individual components can be used instead of the MICROBOND CSI system. It is also possible to use a HiQ DIALOG welding machine integrated in a line or as a workstation for intermittent welding
Machine operating principle
-
Web rolls 1,2,3: Three layers of nonwoven material are unwinding (2 protective layers and 1 filter layer); more layers are feasible as well
-
Web roll 4: Nose-clip material (plastics or wire) is cut and fed in between NW material
-
Ultrasonic station 1: Folding, fixing and welding of the longitudinal seams (including inserted nose clip material) as well as welding of the side seams; mask is then cut and rotated by 90°.
-
Web roll 5: Elastic material for ear loops is fed
-
Ultrasonic station 2: Welding of elastic threads or straps onto mask; mask is then stacked and packed
Technical solution
For high volumes, the product is being manufactured on a high-speed system with three ultrasonic stations:
- In the first station the layers are being bonded together and the nose clip is welded in
- In the second station the elastic bands are affixed
- After folding, the side seams are welded in the third ultrasonic station
Configuration options
The MICROBOND CSI system with different sonotrodes and engraved anvils is used for high-speed continuous lines. Welding takes place in three ultrasonic stations. The patented MicrogapControl technology ensures continuous, reproducible bonding quality and enables a production rate of up to 500 masks per minute.
For small quantities, a quick-change system of individual components can be used instead of the MICROBOND CSI system. It is also possible to use a HiQ DIALOG welding machine integrated in a line or as a workstation for intermittent welding.
Machine operating principle
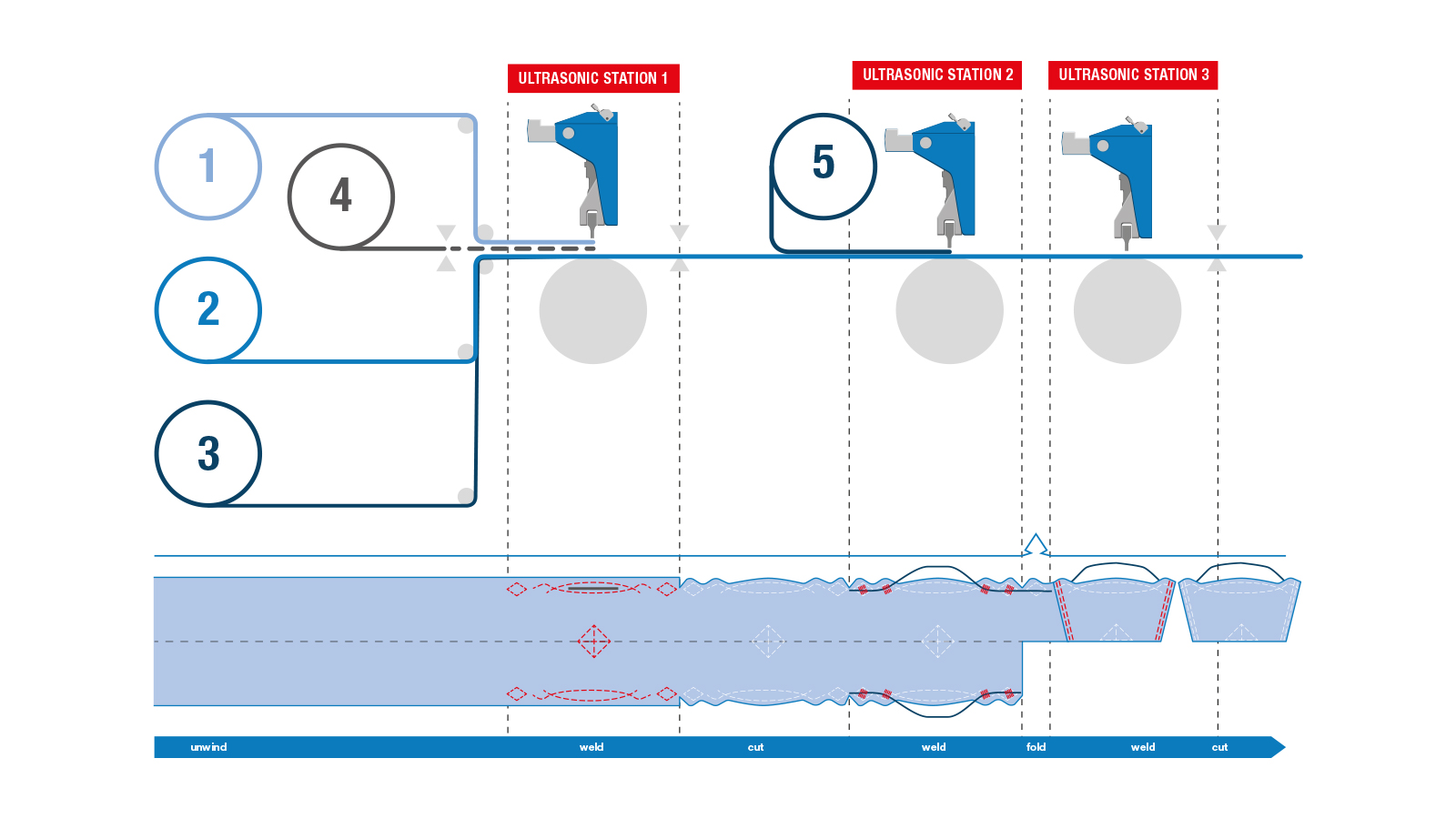
- Web rolls 1,2,3: Three layers of nonwoven material are unwinding; inlaying melt blown layer determines filtering norm; more layers are feasible as well
- Web roll 4: Nose-clip material (plastic or wire) is unwound, cut and inserted into NW layers
- Ultrasonic station 1: Welding of layers lengthwise (including inserted nose-clip material) and middle fold (duck beak)
- Web roll 5: Elastic material for ear loops is being cut and fed
- Ultrasonic station 2: Welding of elastic threads or straps onto mask; folding of mask for last weld step
- Ultrasonic station 3: Welding of side seams; mask is then stacked and packed
Technical solution
The scope of supply for automated systems consists of a quick-change system with individual components or a VE SLIMLINE.